BAHAN AJAR MENGIDENTIFIKASI ALAT POTONG MESIN BUBUT
![]()
SELAMAT DATANG
Mata Pelajaran : Gambar Teknik Manufaktur XI
Durasi : Jam Pelajaran
Moda : Mandiri dan Praktik
Capaian Kompetensi
Di akhir fase F peserta didik dapat menjelaskan macam dan fungsi alat potong, geometri pahat bubut, bahan alat potong dan perawatan alat potong.
Tujuan Pembelajaran
- Peserta didik mampu menjelaskan macam dan
fungsi alat potong
- Peserta didik mampu menjelaskan geometris
pahat bubut
- Peserta didik mampu menjelaskan bahan alat
potong
- Peserta didik mampu menjelaskan perawatan alat potong

1. Macam dan Fungsi Alat potong
Alat potong digunakan untuk menyayat produk/benda kerja. Pada mesin bubut terdapat bermacam-macam alat potong, yaitu :
1.1 Pahat Bubut
Pahat bubut
memiliki bentuk bermacam-macam, tentunya
disesuaikan dengan kebutuhan. Prosesnya adalah benda kerja yang akan dibubut
bergerak berputar sedangkan pahatnya bergerak memanjang, melintang atau
menyudut tergantung pada hasil pembubutan yang diinginkan.

Keterangan :
a. Pahat kiri
b. Pahat potong
c. Pahat kanan
d. Pahat rata
e. Pahat radius
f. Pahat alur
g. Pahat ulir
h. Pahat muka
i. Pahat kasar
Selain pahat bubut luar, pada proses pembubutan juga sering menggunakan
pahat bubut dalam. Pahat jenis ini digunakan untuk membubut bagian dalam atau
memperbesar lubang yang sebelumnya telah dikerjakan dengan mata bor. Bentuknya
juga bermacam-macam dapat berupa pahat potong, pahat alur ataupun pahat ulir,
ada yang diikat pada tangkai pahat. Bentuk ada yang khusus sehingga
tidak diperlukan tangkai pahat. Contoh pemakaian pahat bubut dalam ketika memperbesar lubang dan
membubut rata bagian dalam.

1.2 Mata Bor
Mata bor digunakan untuk pengeboran aneka metal
seperti plat besi, almunium, kuningan, plastik, acrylic, dan lain-lain. Mata
bor standar berbentuk cylinder rata (Straight Shank) digunakan pada bor
tangan, bor duduk atau mesin produksi lainnya, biasanya ukurannya 3 – 16 mm. Sedangkan
untuk bentuk khusus, hanya berbeda pada bagian pangkal seperti kerucut (Taper
Shank) digunakan sesuai dengan mesin bor atau mesin produksi lainnya. Pada
mesin bubut harus dilengkapi dengan sarung (Morse
Taper Shank Sleeve) yang disesuaikan dengan diameter lubang spinder pada
kepala lepas.

1.3 Reamer
Reamer
dipergunakan untuk memperhalus lubang pada benda kerja, hal ini dibutuhkan kehalusan
sesuai ketentuan. Sebelum dilakukan pereameran terlebih dahulu di bor, hasil
pereameran antara 0,004 – 0,012” (0,1016 – 0,3048 mm).

1.4 Bor Senter
Bor
senter digunakan untuk membuat lubang senter diujung benda kerja sebagai tempat
kedudukan senter putar atau tetap yang kedalamannnya disesuaikan dengan
kebutuhan yaitu sekitar 1/3 ÷ 2/3 dari panjang bagian yang tirus pada bor
senter tersebut. Pembuatan lubang senter pada benda kerja
diperlukan apabila memilki ukuran yang relatif panjang atau untuk mengawali
pekerjaan pengeboran.

1.5 Kartel
Kartel adalah suatu alat yang
digunakan untuk membuat alur-alur kecil pada permukaan benda kerja, agar tidak
licin yang biasanya terdapat pada batang-batang penarik atau pemutar yang
dipegang dengan tangan. Hasil pengkartelan ada yang belah ketupat, dan ada yang lurus
tergantung gigi kartelnya.

2. Geometris Pahat Bubut
Hal yang sangat penting
diperhatikan adalah bagaimana alat potong dapat menyayat dengan baik, dan untuk
dapat menyayat dengan baik alat potong diperlukan adanya sudut baji, sudut
bebas dan sudut tatal sesuai ketentuan, yang semua Ini disebut dengan istilah
geometris alat potong.Sesuai dengan bahan dan bentuk pisau, geometris alat
potong untuk penggunaan setiap jenis logam berbeda. Selain
itu sudut kebebasan pahat juga harus dipertimbangkan berdasarkan penggunaan,
arah pemakanan dan arah putaran mesin.
2.1 Pahat Bubut Rata Kanan

Pahat bubut rata kanan memilki
sudut baji 80º dan sudut-sudut bebas lainnya sebagaimana gambar 26, pada
umumnya digunakan untuk pembubutan rata memanjang yang pemakanannya dimulai
dari kiri ke arah kanan mendekati posisi cekam.
2.2 Pahat Bubut Rata Kiri

Pahat bubut rata kanan memilki
sudut baji 80º dan sudut-sudut bebas lainnya sebagaimana gambar 26, pada
umumnya digunakan untuk pembubutan rata memanjang yang pemakanannya dimulai
dari kiri ke arah kanan mendekati posisi cekam.
2.3 Pahat Bubut Muka

Pahat
bubut muka memilki sudut baji 55º, pada umumnya digunakan untuk pembubutan rata
permukaan benda kerja (facing) yang pemakanannya dapat dimulai dari luar
benda kerja ke arah mendekati titik senter dan juga dapat dimulai dari titik
senter ke arah luar benda kerja tergantung arah putaran mesinnya.
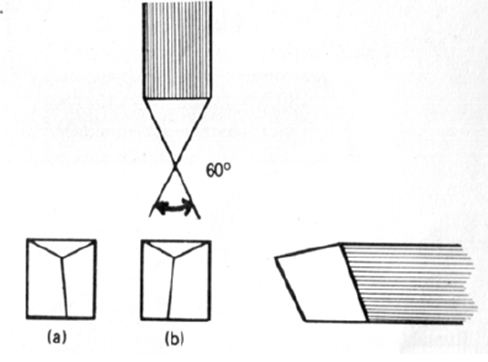
2.4 Pahat Bubut Ulir
Pahat bubut ulir memiliki
sudut puncak tergantung dari jenis ulir yang akan dibuat, sudut puncak 55°
adalah untuk membuat ulir jenis whitwhort. Sedangkan untuk pembuatan
ulir jenis metrik sudut puncak pahat
ulirnya dibuat 60°.
Sudut potong dan sudut baji merupakan sudut yang
dipersaratkan untuk memudahkan pemotongan benda kerja, sudut bebas adalah sudut
untuk membebaskan pahat dari bergesekan terhadap benda kerja dan sudut tatal
adalah sudut untuk memberi jalan tatal yang terpotong.
3. Bahan Alat Potong
3.1 HSS
Pada tahun
1900 FW. Taylor dan Maunsel White menemukan HSS (High Speed Steel) atau baja
kecepatan tinggi. Amstead (1977) menyempurnakan HSS dengan menambahkan tungsten
18% dan chromium 5,5% ke dalam baja paduan. Komposisi HSS
biasanya terdiri dari paduan besi dengan karbon, tungsten, molybdenum, chromium
dan vanadium bahkan kadang-kadang ada tambahan cobalt (ASM International Vol.
16, 1997).

HSS
dikategorikan sebagai HSS konvensional dan HSS spesial. HSS konvensional
terdiri atas Molydenum HSS dan Tungsten HSS. Standar AISI dari HSS jenis ini
adalah M1, M2, M7, M10, T1 dan T2. Sedangkan HSS spesial antara lain terdiri
atas Cobalt Added HSS, High Vanadium HSS, High Hardness Co HSS, Cast HSS,
Powder HSS dan Coated HSS (Rochim, 1993). Pengunaan pada material
lunak : ST41, almunium, kuningan, dll.
3.2 Widia

Sumber : https://padiumkm.id
Pahat keras yaitu pahat yang
terbuat dari logam keras yang mengandung bahan karbon tinggi yang dipadu dengan
bahan-bahan lainnya, seperti Cemented Carbid, Tungsten, Wide dan
lain-lain. Pahat jenis ini tahan terhadap suhu kerja sampai dengan kurang lebih
1000° C, sehingga tahan aus/gesekan tetapi getas/rapuh dan dalam
pengoperasiannya tidak harus menggunakan pendingin, sehingga cocok untuk
mengerjakan baja, besi tuang, dan jenis baja lainnya dengan pemakanan yang
tebal namun tidak boleh mendapat tekanan yang besar. Di
pasaran pahat jenis ini ada yang berbentuk segi tiga, segi empat dan lain-lain
yang pengikatan dalam tangkainya dengan cara dipateri keras (brassing)
atau dijepit menggunakan tangkai dan baut khusus.
4. Perawatan Alat Potong
Pahat bubut harus disimpan sedemikian rupa
sehingga sisi potongnya tidak mudah rusak. Sisi potong yang tumpul menyebabkan
getaran yang besar, sehingga menyebabkan panas dan permukaan yang kasar. Oleh
sebab itu janganlah menunggu sampai sisi potong tumpul. Untuk
benar mempertajam pahat, menggunakan batu asah yang standard. Anda mungkin
perlu secara teratur mengasah sisi datar untuk menjaga ketajaman mata
pahat teratur dengan baik. Penyimpanan yang lebih baik adalah untuk
menggantung pahat pada rak atau laci dengan garis pembagi untuk benturan
dengan benda lain.
-= TERIMA KASIH =-
Posting Komentar untuk "BAHAN AJAR MENGIDENTIFIKASI ALAT POTONG MESIN BUBUT"